
Raised by a craftsman who taught others about woodworking, it was almost guaranteed that Russell Crawford would inherit this passion for woodwork from his father. Between running a dental practice, tending to his animals within his many acres of land and of course spending time with his family somehow Russell still finds time to run his CNC machine and create some fine projects. Russell first learnt his skills in his father’s workshop, but now has the privilege of his own – but it wasn’t easy to get the go-ahead…
El secreto para obtener permiso para construir un taller es llenar el garaje de herramientas, ¡obligando a tu esposa a aparcar afuera durante los fríos inviernos de Alberta! Mi padre enseñó carpintería durante 35 años, así que prácticamente me crié en un taller de carpintería. Durante años, viajaba a casa para trabajar en su taller, construyendo muebles con métodos y herramientas tradicionales. Cuando finalmente me gradué de la universidad y compré mi propia casa, mi garaje no tardó en llenarse; primero llegó una sierra de mesa, luego una cepilladora, una lijadora de espesor, una sierra de cinta, un banco de trabajo, etc. ¡Cuando el coche de mi esposa se vio obligado a salir a la nieve, obtuve permiso para construir mi propio taller!Comencé a construir muebles para ganar un dinero extra durante mis años universitarios. Las mecedoras estilo Maloof eran mi especialidad; podía preparar y cortar las piezas y las uniones en el taller de mi padre, y luego ensamblarlas, tallarlas, darles forma y terminar el acabado en mi propio taller. Las mecedoras evolucionaron hasta convertirse en sillas de comedor y taburetes, utilizando las mismas uniones y asientos tallados. Si bien requería muchísimo tiempo, era un trabajo muy gratificante.Nunca tengo suficiente tiempo para hacer todo lo que deseo en un día. Tengo una familia que crece, una consulta dental muy ocupada y cientos de hectáreas de terreno con animales que mantener. Se hizo evidente que no podía lograr todo lo que quería en la carpintería usando herramientas y técnicas tradicionales, así que empecé a investigar la tecnología CNC. Fue una decisión difícil para mí, ya que la CNC tiene un estigma entre los carpinteros tradicionales. Pero, si bien las sierras de cinta, las gubias y las limas de modelista son excelentes herramientas, la enorme cantidad de tiempo que se requiere para producir una sola pieza de mobiliario se vuelve prohibitiva. ¡No avanzaba nada tardando 80 horas en producir una mecedora!Mi primera incursión en el mundo del CNC fue con una Shark. Fue una excelente herramienta de aprendizaje, que me permitió familiarizarme con el software de diseño y el hardware. Sin embargo, pronto me di cuenta de que necesitaba una máquina más pesada, robusta y rápida para construir muebles. Tras mucha investigación, finalmente me decidí por una Cobra 408 ATC de CAMaster. Una máquina magnífica, una empresa excelente con la que trabajar y un foro muy activo para interactuar con otros propietarios.
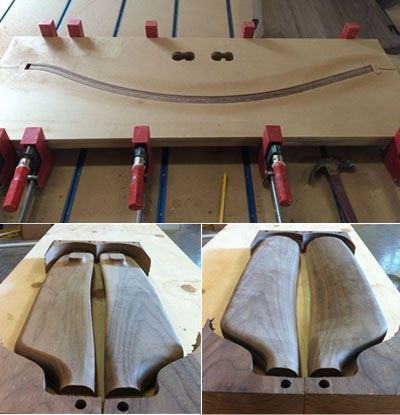
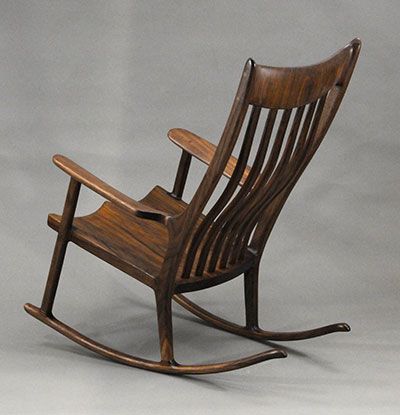
Mi mayor reto ha sido convertir diseños tradicionales en modelos digitales y, posteriormente, en trayectorias de herramienta para mi Cobra. Aspire ha sido una herramienta esencial en este proceso. El 95 % de mi trabajo de diseño se realiza en Aspire, mientras que parte del trabajo 3D más complejo (especialmente en las uniones de las patas del taburete) se realiza con Rhino y luego se importa a Aspire para generar las trayectorias de herramienta. Siempre que es posible, utilizo trayectorias de herramienta 2D con fresas de perfil para ahorrar tiempo y lograr un mejor acabado.La mecedora fue sin duda el diseño más complejo de todos mis muebles, y se realizó completamente en Aspire. Los balancines están laminados con ocho tiras de madera de 6/4, utilizando un molde de MDF cortado con la Cobra. Las curvas perfectamente formadas son esenciales para un movimiento suave del balancín.
Los reposabrazos fueron la parte más difícil de diseñar, y requirieron innumerables prototipos antes de lograr el resultado deseado. Estas se cortan usando mecanizado de dos lados, con pasadores de 3/8” usados para indexar las piezas cuando se voltean.
El siguiente desafío fueron las patas traseras. Tienen una conicidad de 5 grados hacia afuera hacia el reposacabezas, lo que hace que el diseño sea bastante complejo ya que la unión en sí no tiene ninguna conicidad. Pude cortarlas usando una plantilla de vacío cónica, y luego redondear la parte posterior de la pata en la mesa de fresado una vez que el frente fue mecanizado en la plantilla. Uso varias plantillas de vacío diferentes, y todas ellas indexan en un plenum de aluminio que está montado permanentemente en mi bancada Cobra.El asiento se corta mediante mecanizado de dos caras (para las uniones), con mortajas para los listones del respaldo. Los listones del respaldo se cortan de una sola pieza de madera de 6/4. El perfil frontal se corta en la tabla, luego la pieza se corta con sierra de cinta de forma aproximada y se coloca en una plantilla para cortar el perfil del respaldo. El redondeo de los bordes se realiza en una mesa de fresado.
El reposacabezas se corta mediante mecanizado de tres caras, con mortajas en la parte inferior para los listones del respaldo.
Preparar las piezas en bruto, cortarlas en la CNC, lijar, ensamblar y luego lijar y acabar las piezas lleva menos de 20 horas. Eso significa que puedo producir 4 mecedoras con Aspire y mi Cobra en el mismo tiempo que me lleva producir una mecedora con métodos tradicionales. ¡Y obtengo resultados perfectamente simétricos y predecibles, siempre!I am currently spending 15-20 hours a week working in my shop or working on designs. I am constantly looking for ways to reduce the time it takes to make my furniture, while keeping the quality as high as possible. I do a lot of prototyping, setting up jigs and perfecting my files so that someday, hopefully soon, I can transition to woodworking full time!
We would like to thank Russell for taking the time out of his (incredibly) busy schedule to share his story with us and also to showcase his craftsmanship. We feel suitably inspired to find a way to fit more time into our busy schedules to work on our own projects! If you would like to see more of Russell’s excellent work please visit his website: www.cherryleaf-rustle.com




Vectric Ltd
Precision House
2 Arden Road
Alcester
B49 6HN
Registrado en Inglaterra Número 05382596
Número de IVA GB115123072
Política de privacidad |
Política de cookies |
Términos y condiciones


