
We have a lot of musicians here at Vectric, which is why we’re always fascinated and a little in awe when one of our makers makes an instrument, and in this case in particular, a guitar. Being such complex projects usually combining different woods for different parts all the way down to the electrics and pickups that get installed we’re always curious to understand how our makers approach such an interesting and complicated project.
This month, we spoke to Eckart Grote, one of our forum members and makers from Germany, who made his own bass guitar as he was in search of a particular guitar sound inspired by one of his favorite musicians.
Vectric: Ciao Eckart, grazie per aver parlato con noi. Iniziamo parlandoci della tua configurazione. Che macchina usi e che versione del software hai?
Eckart: Ciao! Ho una BZT PFE1000-PX e il kit di controllo della Sorotec con il software Mach3 e ho Aspire 11.0, 10.5 e 9.5.
Vectric: Allora, parlaci un po' di te. Qual è il tuo background e come hai scoperto il CNC?
Eckart: Sono un meccanico aeronautico qualificato e ho seguito un corso di un anno sulle basi della lavorazione dei metalli, tra cui fresatura, tornitura, saldatura, rivettatura, foratura, limatura e azionamento (martellamento dell'alluminio negli stampi). Tramite amici, conoscenti e modellismo, sono entrato in contatto con la tecnologia CNC. Nella compagnia aerea dove lavoravo nella manutenzione di linea, c'era un reparto di assemblaggio modelli con una macchina a controllo numerico (CNC) e ho potuto fare la mia prima esperienza lì. Tuttavia, non sono riuscito ad abituarmi al software utilizzato.A causa del basso utilizzo (un calo del carico di lavoro) nella mia professione, sono diventato un lavoratore autonomo part-time e ho acquistato una mia macchina CNC per guadagnare qualcosa in più con la fresatura CNC. Volevo principalmente realizzare pannelli portautensili (i pannelli montati a parete che riportano i contorni degli utensili che vi vengono riposti) utilizzati nell'aviazione, in modo che nessun utensile venga lasciato sull'aereo durante le riparazioni o la produzione. Ho poi iniziato a offrire questi prodotti anche ad altri settori.
Dato che Aspire può generare vettori da bitmap e il percorso dal disegno al prodotto finito è molto semplice, ho iniziato a usare Aspire. Attualmente realizzo molti prodotti in serie in noce, rovere e ulivo.
Vectric: Un basso elettrico è una costruzione piuttosto complessa, cosa ti ha ispirato a realizzare questo progetto?Eckart: Suono in una band che ha anche alcuni pezzi in Drop - D e un basso a 4 lati normalmente arriva solo fino a Mi. Quindi ho provato alcuni bassi a 5 corde e non ero del tutto soddisfatto della spaziatura delle corde, così ho pensato perché non farlo da solo e provare qualcosa. Volevo che il suono e il design della chitarra fossero simili a un Ernie Ball Music Man Bongo, ma non una copia completa e che riflettesse il mio gusto personale.
Volevo gli elementi 3D su entrambi i lati del corpo e non volevo che il basso fosse troppo pesante (non sto diventando più giovane!). Avevo già visto alcuni progetti di Alex Navarro, che ricostruiva il basso jazz in un modo leggermente diverso, e avevo già realizzato alcuni bassi fatti a mano.
Vectric: Ahh Alex Navarro… un altro utente Vectric! Che legno/materiale hai usato per questo progetto? Hai dovuto trattarlo o prepararlo in qualche modo? E da dove hai ricavato i materiali?Eckart: Il corpo è composto da 2 tavole di ontano, incollate insieme e poi lavorate con la fresatrice CNC.
Il manico e la tastiera sono in acero, in cui sono installate 2 barre di carbonio oltre al truss rod (barra di regolazione del manico). Anche il manico è stato lavorato con la macchina CNC. Ho fatto piallare la tastiera allo spessore desiderato da BassParts.de. Ho acquistato il legno per il corpo e il manico dal rivenditore di legname Cropp ad Amburgo-Harburg. L'hardware proviene da Rockinger Guitars, Thomann e i pickup sono di Haeussel.
Vectric: Descrivici il tuo processo di progettazione. Hai prima disegnato uno schizzo? Quali strumenti/funzionalità del software ti hanno aiutato a progettare il tuo progetto?Eckart: Ho costruito il basso senza schizzi in Aspire. Ho usato una bitmap del basso Bongo come riferimento (per la forma base) perché sapevo che il basso avrebbe dovuto avere una forma circolare piuttosto arrotondata. Ho quindi provato diverse varianti del corpo finché non ne ho trovata una che mi piacesse. Il manico e il ponte sono stati presi con una scala di 864 mm come base per la costruzione con i lati disegnati.
Dato che volevo che il corpo avesse elementi 3D su entrambi i lati, ho provato diverse opzioni e ho scelto la più semplice. La curva unidirezionale è stata applicata ai bordi esterni del corpo con una svasatura sulle corna, quindi riempita al centro e rifinita con il contorno. La costruzione 3D è alta 22 mm e si trova su una piastra di base alta 22 mm. Ho usato la stessa costruzione per il fondo. Il corpo è quindi alto 44 mm.Per rendere il design delle corna un po' più gradevole, ho aggiunto fasi in uscita e in entrata, che ho ottenuto spostando un percorso utensile di contorno utilizzando una fresa a V con profondità fissa. Poiché il ponte è vicino al bordo, è stato necessario realizzare un blocco per compensare le curve in quel punto. Il vano elettrico, incluso il coperchio, è stato ritagliato dal modello 3D del corpo ed è stato anche fresato in 3D.
Per la posizione dei pickup, è stato prodotto un corpo in MDF con pickup mobili per i test. Tanto per dire, una chitarra in MDF non suona poi così male!) L'elettronica è stata quindi avvitata su una piastra di plastica sul corpo in MDF per testare le opzioni di commutazione. Dopodiché, sono stato in grado di determinare il posizionamento e le misure degli interruttori, dei potenziometri e dei pickup.Per il manico e la tastiera ho usato lo strumento ControlPath per le forme base 3D. La transizione tra la paletta e il corpo del manico è stata un po' difficile e alla fine ho trovato un'idea semplice. Una piastra di base con 26 mm nella zona della paletta e del corpo e quasi 0 mm nella zona del manico con transizioni arrotondate. Questo è stato fatto con lo strumento di sweep a due binari. Ho aggiunto la forma base del manico su di essa e poi l'ho tagliata in strati componenti con lo strumento di slicing 3D e ho mantenuto solo quello sottostante.
Vectric: Quali strategie di percorso utensile hai usato per questo progetto e perché le hai usate? Puoi spiegare meglio gli utensili che hai usato? Avanzamenti e velocità?
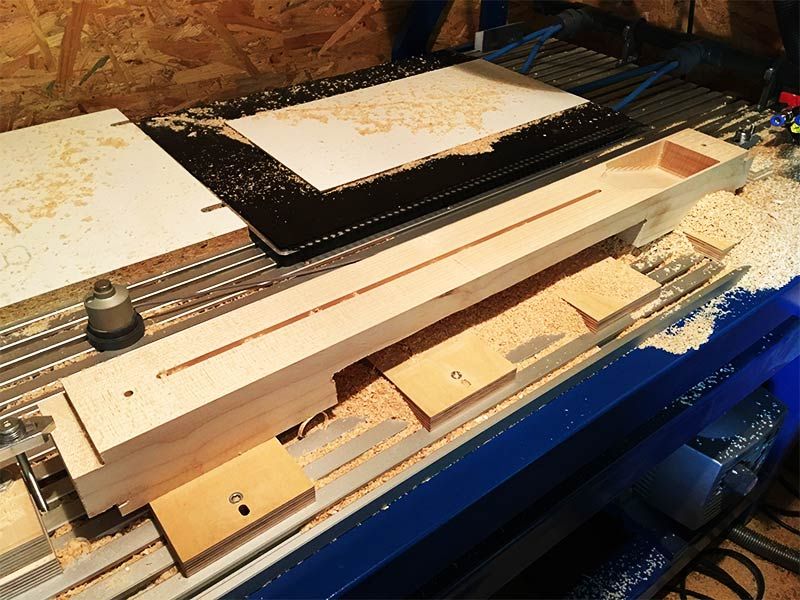
Eckart: Ho usato molti percorsi utensile di sgrossatura e finitura 3D, così come percorsi utensile di contornatura, tasca e foratura. I percorsi utensile di sgrossatura e finitura sono creati da vettori selezionati.Innanzitutto, le tavole del corpo vengono spianate lateralmente lungo il punto di incollaggio (percorso utensile di contorno) e, dopo l'incollaggio, vengono spianate allo spessore desiderato (percorso utensile per tasca angolare). A seconda delle condizioni delle tavole, utilizzo frese da 6 mm, 8 mm, 12 mm e 20 mm con taglienti preferibilmente dritti per la spianatura. Il corpo viene steso su ventose con labbri in gomma per la spianatura, in quanto queste possono compensare le irregolarità e bloccare il legno storto.Il manico è teso su blocchi di legno, avvitati in posizione fissa sul tavolo con scanalature a T e rifiniti con una fresa a candela da 20 mm. Successivamente, vengono fresate le sedi per il truss rod e i fori di allineamento per la tornitura del manico e l'incollaggio della tastiera con le frese appropriate. Dopo aver inserito le barre in carbonio e il truss rod, viene incollata la tastiera. Quindi ho sgrossato la paletta con una fresa a candela 3D da 6 mm e l'ho rifinita con la tastiera. Vengono fresate le marcature dei tasti, la scanalatura per il ponticello e le sedi per le meccaniche, seguite dalle scanalature per i tasti, utilizzando una fresa a candela da 0,6 mm.
L'avanzamento per la fresa da 0,6 mm è pari a 1/2 del diametro della fresa per evitare qualsiasi intasamento. La fresa segue il modello 3D della tastiera. Dopodiché, ho girato il manico per fresare il retro. Qui ho usato una fresa a candela da 6 mm per la sgrossatura (piano Z, una dopo l'altra nella direzione Y) e una fresa a sfera da 6 mm per la finitura (angolo di rasterizzazione di 33°) e alla fine, il contorno è stato fresato con la fresa a candela da 6 mm.Ho quindi utilizzato la stessa fresa da 6 mm, il corpo è stato irruvidito (piano Z uno dopo l'altro nella direzione X), il vano dell'elettronica (che è anche progettato in 3D), così come i pickup, l'alloggiamento per la registrazione del manico e i fori di allineamento. Per la finitura (modalità contorno) ho utilizzato una fresa a sfera da 12,7 mm, perché la transizione del ponte al corpo risulta più omogenea e questo è stato possibile solo scegliendo la fresa.
Per le fasi del corpo è stata utilizzata una fresa a V da 12,7 mm a 90°. Sono state utilizzate frese da 3,175 mm e 2 mm per i fori degli interruttori e delle viti, nonché per fresare l'alloggiamento del manico avvitato. Infine, il contorno è stato fresato nuovamente con una fresa a candela da 6 mm. Il coperchio del vano dell'elettronica è stato irruvidito e rifinito da 2 lati in 3D con una fresa a candela da 6 mm.I adjusted the feeds and speeds of the tools to a chip size of 0.05-0.066mm depending on the wood. The milling depth for end mills can be up to the diameter of the router provided the spindle can handle it. For plunging, I take half of the feed if no plunging ramp is taken. I use Conventional milling for the toolpaths when working with wood.
The 6mm end mill (Sorotec) with 2 cutting edges is my standard milling cutter. Depending on the task, I use straight and spiral milling cutters.
The cutters and settings used:
6mm end mill (18000 rpm, 2400mm/min, with 24000 rpm to 3200mm/min)
6mm ball nose cutter with 2 blades (24000 rpm, up to 4200mm/min with 2.3mm feed)
12.7mm ball nose cutter from CMT with 2 cutting edges for finishing (12000 rpm 1250mm/min)
12.7mm 90° V-Bit from CMT (18000 rpm, 1800mm/min)
3.175mm end mill (18000 rpm, 2000mm/min)
2mm end mill from Sorotec (18000 rpm, 2400mm/min for the corners of the neck attachment)Fresa da 0,6 mm con rivestimento da 0,3 mm per le scanalature della tastiera (30000 giri/min, 2400 mm/min)
Fresa da 12-20 mm di CMT per ravvivatura con taglienti dritti con avanzamento piccolo 1-2 mm.
Vectric: Wow, grazie per una spiegazione così dettagliata! Come abbiamo detto, un progetto di chitarra è una costruzione così complessa che questo evidenzia davvero il livello di dettaglio che è necessario considerare prima di iniziare un progetto come questo. Quindi, come hai completato il tuo progetto? Levigatura, verniciatura, decapaggio, ecc. Quali strumenti hai usato per rifinire il tuo prodotto? Quali prodotti hai utilizzato?Eckart: Normalmente uso sempre la gommalacca per le chitarre, ma non mi piaceva per il corpo, perché il legno è un po' troppo morbido e la lacca era troppo lucida. Quindi ho rimosso la gommalacca con l'alcol e poi l'ho verniciata con la vernice spray Clou Nitrolack. Questa ha una lucentezza vellutata, asciuga rapidamente ed è abbastanza resistente. Ho usato una bomboletta spray per applicare la vernice perché è facile e dà una finitura uniforme, tuttavia è necessario indossare una protezione respiratoria come una maschera per applicare questa vernice.
Per il manico e la tastiera ho usato di nuovo la gommalacca come finitura, perché l'acero ha una durezza sufficiente di per sé e la gommalacca dà una buona sensazione di presa naturale. La gommalacca è diluita con alcol e avvolta in un panno di lino con cotone idrofilo imbevuto e lucidata. Il vano elettronico e le fresature dei pickup sono rivestiti con lacca di grafite per schermatura.
Vectric: Cosa diresti che ha funzionato bene in questo progetto e cosa faresti di diverso la prossima volta?Eckart: La costruzione del manico con l'utensile a 2 tracce per la tastiera e la forma base del manico e l'uso di piastre di base come livello per le transizioni dalla paletta al manico e dal manico all'attacco del corpo. Le nuove funzionalità di slicing dei modelli 3D in Aspire 11 renderanno più facile affrontare questo tipo di progetto la prossima volta.
Per il prossimo progetto di questo tipo, userei di più la funzione note per le fasi di lavoro e le soluzioni, perché lavoro secondo il principio dell'"imparare facendo" e di solito provo molte soluzioni e poi sarò in grado di registrare quella che funziona meglio. Devo anche elaborare punti di riferimento migliori sul mio piano a vuoto per la lavorazione del corpo da entrambi i lati.
Vectric: Hai qualche consiglio da condividere con noi e con la community di Vectric?Eckart: Avere un modello 3D già disegnato va bene, ma a volte selezionare l'opzione di percorso utensile e l'utensile giusti è più veloce e semplice per produrre il modello desiderato. Il raggio della tastiera, piallato allo spessore e incollato, viene fresato in larghezza maggiorata, in modo che rimanga un bordo attorno al manico, che viene utilizzato per allungare il retro.
In alcune aree, la finitura 3D è possibile anche con una fresa e un minimo sforzo di rettifica, al fine di evitare frequenti cambi di utensile. Ad esempio, la tastiera e il coperchio del vano elettronico hanno solo una leggera curvatura. Per la tastiera ho fresato un blocco abrasivo con una forma negativa della tastiera. Questo può essere utilizzato anche in seguito per rifilare i tasti.Di solito freso il contorno per ultimo e lascio 1-3/10 mm, così non ho bisogno di linguette. Per il manico ho usato una linguetta a ciascuna estremità. Utilizzo vari metodi di bloccaggio con punti di riferimento fissi sulla mia piastra a T, spesso contrassegnati da fori. Questi fori di riferimento sono disponibili nella tabella Mach3. Per controllare i fori di riferimento, utilizzo ad esempio una fresa demolita, la cui punta è stata rettificata.
Per controllare i punti di riferimento, il mandrino si sposta ora alle coordinate X e Y del punto di riferimento senza movimento sull'asse Z. Con l'asse Z, il mandrino con la tastiera viene brevemente portato sopra il foro e la fresa ex viene spinta a mano nel foro; se entra, tutto va bene. La fresa e viene serrata solo con un po' di attrito sul mandrino, in modo che il movimento sia possibile solo nella direzione dell'asse Z a mano.Ho usato questo metodo per il corpo che è fissato al piano a vuoto per garantire il punto di riferimento corretto poiché il piano a vuoto ha un foro ogni 10 mm e il perno di riferimento aveva un po' di spazio per muoversi. Il mandrino è ovviamente spento durante questo processo. Ho una posizione fissa per il sensore di lunghezza poiché la maggior parte delle volte freso usando il piano della macchina come riferimento Z.
Vectric: E infine Eckart, vorremmo ringraziarti per il tuo tempo e per averci spiegato le complessità di un progetto così fantastico. Quali progetti hai in programma per il futuro e hai un sito web/social media dove la nostra community può trovarti?
Eckart: Prego! Vorrei realizzare un basso con un manico continuo e questo basso a 5 corde come un basso a 4 corde. Ho una chitarra Les Paul che è già in lavorazione, oltre a una custodia subacquea per un esposimetro. C'è anche una lampada da soffitto, un aeromodello e alcuni progetti laser. Non utilizzo i social media, ma il mio sito web è www.ich-fräs-das.de












Vectric Ltd
Precision House
2 Arden Road
Alcester
B49 6HN
Registrato in Inghilterra Numero 05382596
Partita IVA GB115123072
Politica sulla privacy |
Politica Sui Cookie |
Termini e condizioni


