
Dans l'étude de cas de ce mois-ci, nous rencontrons un client qui s'attache à optimiser ses processus logiciels et machines afin de réduire considérablement ses temps de production. Adrian Matthews, passionné de CNC et utilisateur du logiciel Vectric au Royaume-Uni, gère sa propre activité de production à temps partiel, ainsi que plusieurs autres entreprises. Son expérience lui a appris l'importance d'anticiper les tâches répétitives pour gagner du temps, ce qui l'a incité à développer différentes méthodes pour optimiser certains processus CNC courants. Grâce à des fonctionnalités logicielles telles que la gestion des calques et les modèles de trajectoires d'outils, ainsi qu'à une interface personnalisée pour sa CNC et à la création de gabarits et de montages pour une préparation plus rapide des pièces, Adrian a réussi à transformer des heures de travail en quelques minutes seulement.
In the article Adrian explains how he got into working with CNC and takes us step by step through a recent production job, highlighting areas where he was able to save time and money and along the way throws in a number of useful tips and ideas he finds useful.
Adrian begins by telling us why he decided to start his own CNC business and why he chose to specialize in production routing as opposed to more decorative CNC work.
"Following my career in IT I wanted to start three or four small, primarily home-based, businesses to have multiple income streams to protect myself from any future recessions. One of those businesses was to combine my love of boats and woodworking into a part-time business and do fit-outs of boat interiors, but other than my own boat and a few small jobs that never really took off. It was around this time that I built a small CNC machine to cut the intricate custom pieces needed on a boat.I learnt a huge amount with that machine and I realized that CNC was something I could really get into as it combined pretty much everything I enjoyed doing. The only thing I found frustrating was the clunky process of creating DXF drawings and generating G-code with the software I was using at the time.
The final piece of the puzzle was coming across to Vectric's VCarve Pro software. It was exactly what I needed; one piece of software that did everything from beginning to end (Adrian has subsequently upgraded to Aspire). I went through the usual route of creating small signs, door plaques, general v-carving etc. before the old business brain kicked in and I realized that sanding and finishing wasn't something that I could automate and consumed an enormous amount of time.
I realized if I really wanted this to be an easy to run part-time business I needed to be able to load materials onto the CNC and literally take the cut items straight off and ship them to the customer.J'ai décidé que produire des pièces brutes que d'autres finiraient était la meilleure solution, et je me suis rapidement lancé dans la fabrication de toutes sortes de pièces pour des entreprises locales et des artisans.
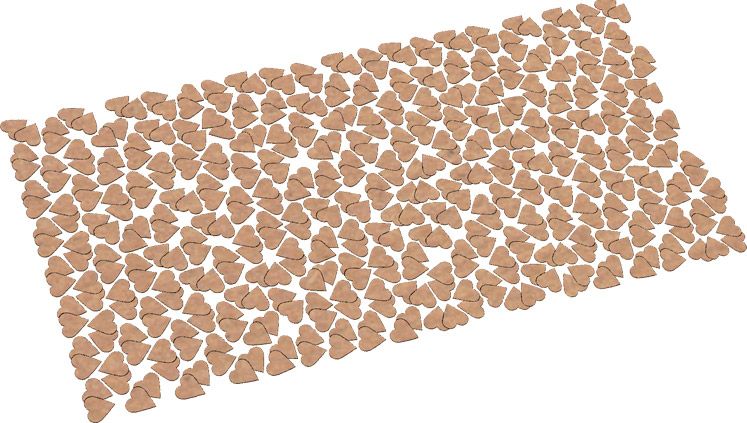
J'ai eu beaucoup de travail grâce aux recommandations et à la fidélisation de ma clientèle (j'ai déjà découpé plus de 8 000 « cœurs jumeaux » !), ce qui tombe bien car je n'ai toujours pas de site web. C'est assez gênant, car je teste des logiciels de commerce électronique et j'aide d'autres entreprises à élaborer des stratégies web.
Les taux d'intérêt sur l'épargne étaient assez bas à l'époque, alors j'ai décidé de faire fructifier mon argent en investissant dans de nouvelles machines CNC. Comme mon atelier est difficile d'accès, il me fallait une machine assemblable sur place, ce qui impliquait une ShopBot. J'ai commandé une PRS Alpha 96x48 (ci-dessous à droite) avec une broche de 2,2 ch et j'en suis ravi depuis.Disposer d'une machine plus grande m'a permis de réaliser des travaux sur des pièces comme les caissons de radiateurs (en bas à gauche) et d'augmenter ma rentabilité sur les petites pièces en en usinant davantage à la fois. Sans oublier le gain considérable en vitesse de coupe et de déplacement.
L'ajout de modèles de trajectoires d'outils à VCarve et Aspire a immédiatement amélioré mon travail. Il m'arrivait souvent de gâcher une plaque de matériau en oubliant un décalage ou en sélectionnant le mauvais outil. Les modèles m'ont permis de garantir l'utilisation des paramètres adéquats à chaque fois, sans avoir à consulter de listes de contrôle.
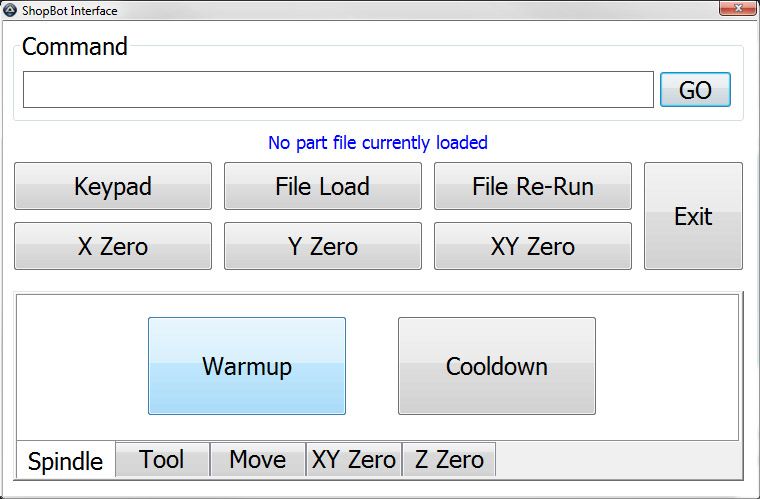
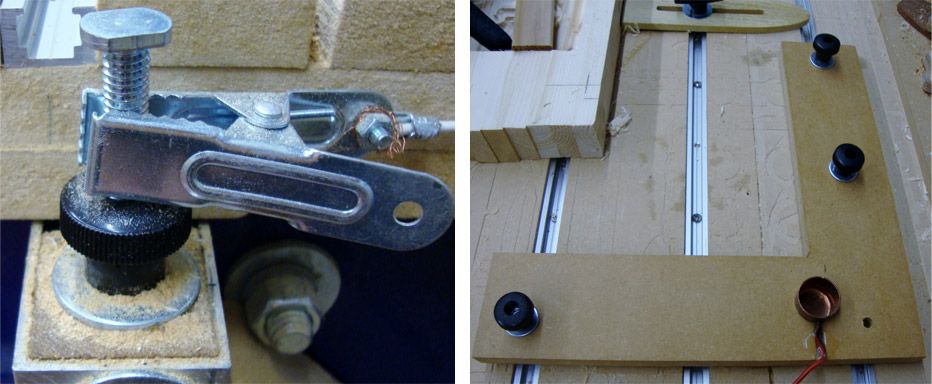
J'ai continué à optimiser mes processus : ce qui me prenait des heures de préparation et de configuration ne me prend plus que quelques minutes. J'ai créé une interface personnalisée pour ma ShopBot (en bas au centre) afin de gagner du temps et de réduire les erreurs, ainsi que divers gabarits et montages (en bas à droite) pour une préparation plus rapide et plus précise.J'admire énormément les personnes comme Tim Merrill (utilisateur tmerrill sur le forum) et leur travail en 3D. Je sais que je n'ai tout simplement pas la patience nécessaire pour les finitions qu'exigent ce genre de pièces. Sans compter que je n'ai aucune fibre artistique !
Pour mieux comprendre la méthode de travail d'Adrian, nous lui avons demandé de décrire son dernier projet : la création de six caissons en MDF sur mesure pour un meuble mural appartenant déjà au client. Cela nous éclaire sur son approche et, surtout, met en lumière les points clés pour gagner du temps. Ce guide étape par étape révèle la simplicité et l'efficacité d'une production en série...
« Comme pour 99 % de mes projets, le client devait effectuer le ponçage et la peinture finale. Exactement comme je le souhaite ! »J'ai effectué un rendu rapide dans SketchUp pour m'assurer que le type de poignée proposé convenait. Dans ce cas précis, le client souhaitait des trous pour les poignées à l'avant et à l'arrière. J'ai réalisé ce projet avec Aspire, mais toutes les étapes décrites ici s'appliquent également à VCarve et fonctionnent exactement de la même manière.
ÉTAPES :
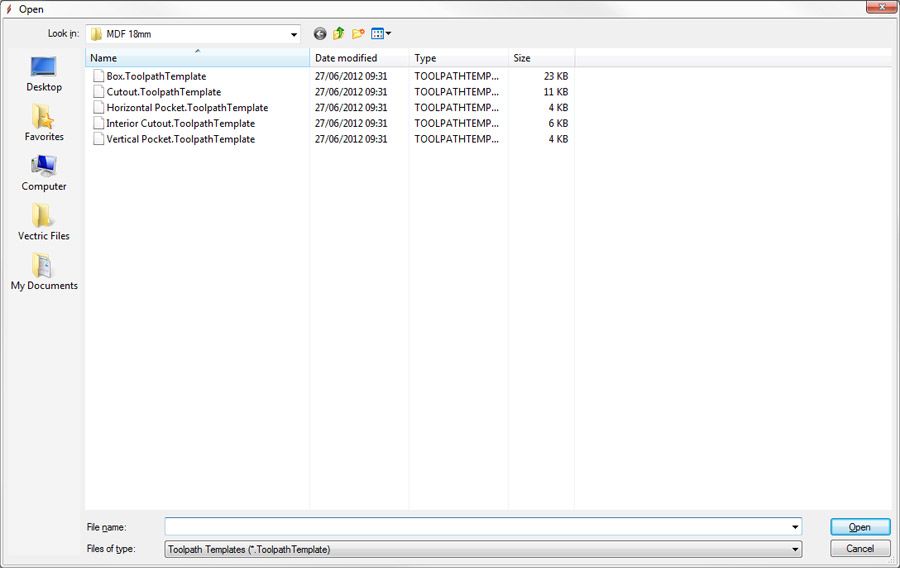
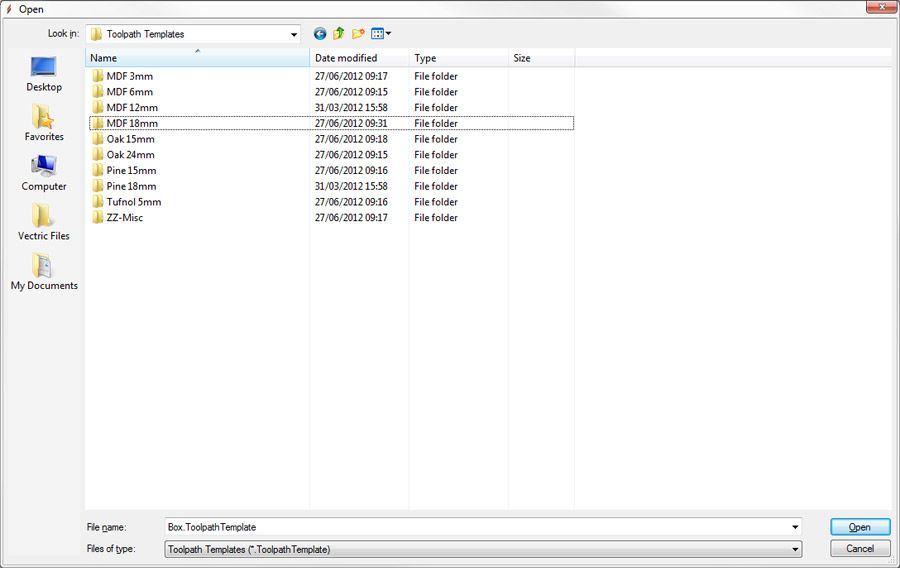
Avant de commencer à créer les vecteurs, je charge les modèles de trajectoires d'outil pour les différents types de trajectoires nécessaires. Je sais qu'un projet comme celui-ci nécessitera une découpe pleine profondeur (comme toujours !), une série de poches/rainures et une trajectoire pour les trous des poignées. Pour la découpe finale des pièces, j'utilise une trajectoire d'outil en deux étapes et je crée des trajectoires distinctes pour toutes les découpes « intérieures » pleine profondeur, telles que les poignées.
Comme vous pouvez le voir sur l'image, j'ai plusieurs dossiers, un pour chaque type de matériau et d'épaisseur. Ces dossiers contiennent des modèles pour chaque type de trajectoire d'outil que j'ai utilisé par le passé.
J'ai déjà réalisé plusieurs boîtes similaires (mon atelier est composé de boîtes identiques), j'ai donc un modèle de trajectoire d'outil principal qui regroupe toutes les trajectoires dans un seul fichier. À chaque nouveau projet, j'enregistre systématiquement toutes les trajectoires dans un nouveau fichier modèle, au cas où je devrais le refaire.
Une fois la trajectoire d'outil chargée, il est important de vérifier que l'option « Créer les calques manquants » est sélectionnée. Ainsi, le projet vierge se voit automatiquement ajouter tous les calques nécessaires.
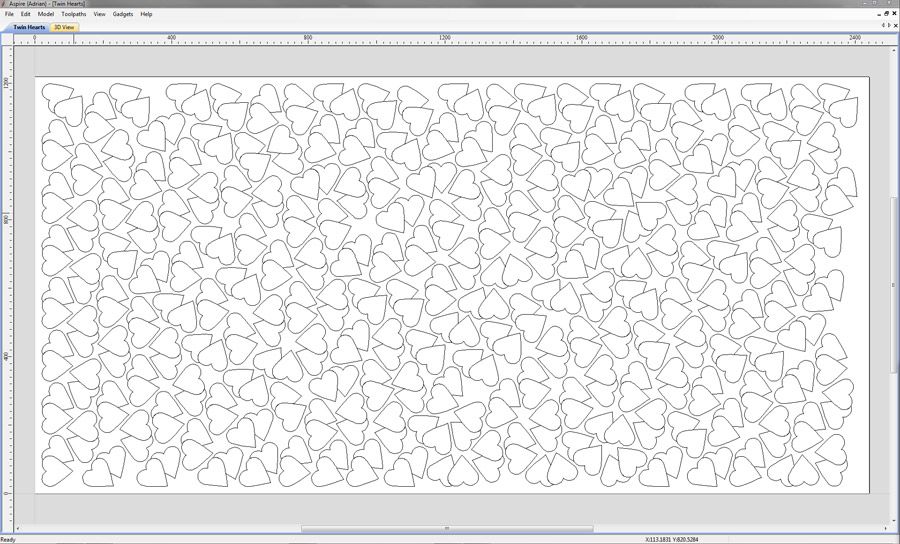
Je commence ensuite à dessiner les vecteurs du motif. En général, je dessine l'ensemble, puis j'assigne les vecteurs aux calques correspondants une fois terminé.
Je conçois toujours avec le zéro XY au centre du matériau. Cela facilite grandement le placement des pièces à l'aide de raccourcis comme Ctrl+Maj+H pour copier une pièce. Une fois le tracé terminé, je remets le zéro XY à la position de coupe choisie, c'est-à-dire le coin inférieur gauche.
Comme j'ai utilisé des tabulations, je dois les ajouter de la manière habituelle à cette étape, en utilisant la trajectoire d'outil préchargée correspondante. Il est important de vérifier que la sélection vectorielle est toujours automatique à ce stade. J'ai constaté qu'elle peut parfois repasser en mode manuel lors de l'ajout de tabulations.
Une fois la conception des pièces de base terminée, j'ouvre la boîte de dialogue du gestionnaire de calques (Ctrl+L), je désactive chaque calque, puis je les réactive un par un en m'assurant que seuls les vecteurs attendus se trouvent sur ces calques.
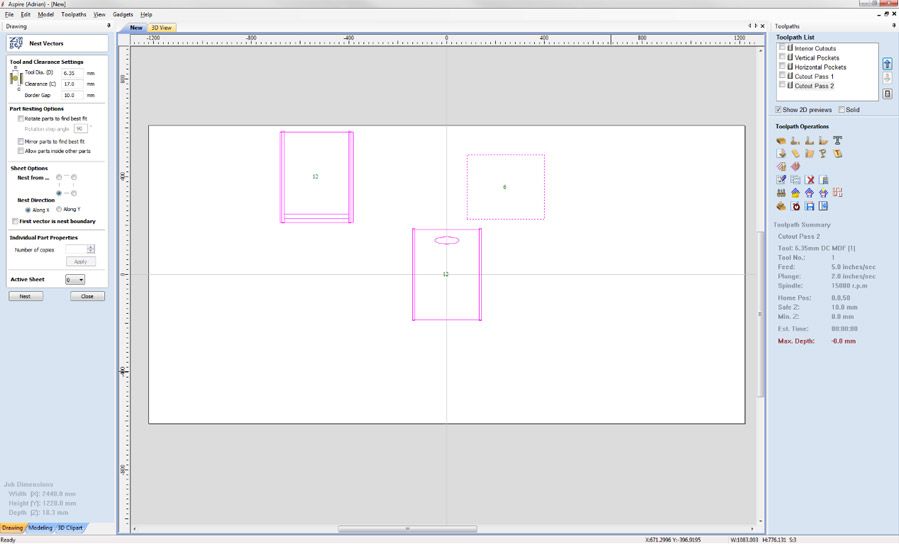
L'étape suivante consiste à configurer l'imbrication. J'ai tendance à regrouper tous les vecteurs qui composent une pièce, car il arrive que la perception humaine des vecteurs associés diffère de celle du logiciel. Dans cet exemple précis, les vecteurs s'imbriqueront parfaitement sans regroupement, mais je vais détailler les étapes comme si ce n'était pas le cas.
Une étape supplémentaire consiste à copier ces vecteurs groupés sur un calque de sauvegarde. Vous pouvez également enregistrer une copie du fichier lui-même à ce stade. Dans tous les cas, il est très utile de conserver les vecteurs d'origine pré-imbriqués, car l'imbrication est irréversible une fois la session terminée.
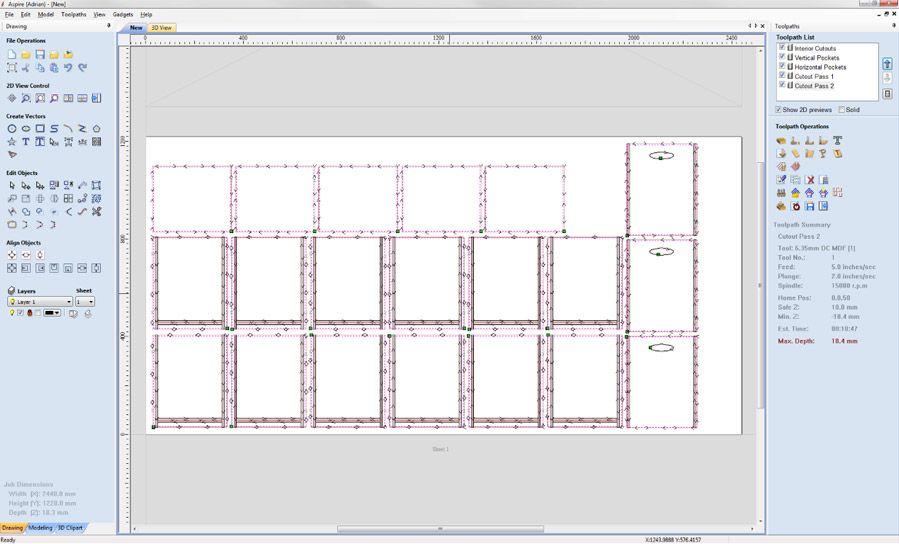
Une fois l'imbrication terminée, les vecteurs groupés doivent être replacés sur les calques appropriés afin que le modèle de trajectoire d'outil puisse les trouver. Sélectionnez tous les vecteurs sur la feuille active, faites un clic droit et choisissez « Dissocier les objets », puis « Dissocier et replacer sur les calques d'origine ». Je répète cette opération pour les autres feuilles, mais vous pouvez également le faire lors de la génération des trajectoires d'outil.
La dernière étape consiste à cliquer sur l'icône « Recalculer toutes les trajectoires d'outil ». Les trajectoires d'outil sélectionnent automatiquement les calques définis dans la section « Sélection vectorielle » de la définition de la trajectoire.
Travailler avec des gabarits de cette manière m'a fait gagner un temps précieux, car je n'oublie plus de placer les rampes là où c'est nécessaire, ni quelle fraise est la plus adaptée à quel matériau, ni quand utiliser une fraise en opposition ou une fraise conventionnelle, etc.
Hormis le réglage des tabulations, je ne modifie plus jamais une trajectoire d'outil.
Sans parler du gain de temps. Je peux passer d'une nouvelle session à un ensemble de trajectoires d'outils prêtes à l'emploi en moins de dix minutes pour une tâche comme celle-ci, en sachant que la découpe sera parfaite du premier coup.
Nous tenons à remercier Adrian d'avoir partagé son expérience en CNC avec nous et d'avoir également contribué à démontrer, grâce à un exemple détaillé, comment des fonctionnalités clés telles que les modèles de trajectoires d'outils, les calques et l'imbrication permettent de gagner du temps et de l'argent sur de nombreuses tâches.
TutorielsVous trouverez ci-dessous des tutoriels qui vous montreront à quel point il est facile d'utiliser des fonctionnalités telles que la gestion des calques, les modèles et l'ordonnancement des trajectoires d'outils avec les logiciels VCarve Pro et Aspire de Vectric. Vous trouverez également un lien de téléchargement pour une version d'essai d'Aspire afin de tester par vous-même les fonctionnalités étonnamment puissantes du logiciel.
Gestion des calques
Ce tutoriel explique comment utiliser les calques pour organiser votre travail et optimiser la modélisation et la création des trajectoires d'outils.
(13,5 minutes, 11 Mo)
Modèles et ordonnancement des trajectoires d'outils
Présentation des principales fonctionnalités de trajectoire d'outils dans VCarve Pro et Aspire, qui permettent à l'utilisateur de mieux contrôler la trajectoire d'outil et d'améliorer sa productivité lors de la réalisation de pièces similaires.
(16,5 minutes, 15 Mo)




Vectric Ltd
Precision House
2 Arden Road
Alcester
B49 6HN
Immatriculée en Angleterre sous le numéro 05382596
Immatriculation à la TVA GB115123072
Politique de confidentialité |
Politique relative aux cookies |
Termes et conditions


