
We have a lot of musicians here at Vectric, which is why we’re always fascinated and a little in awe when one of our makers makes an instrument, and in this case in particular, a guitar. Being such complex projects usually combining different woods for different parts all the way down to the electrics and pickups that get installed we’re always curious to understand how our makers approach such an interesting and complicated project.
This month, we spoke to Eckart Grote, one of our forum members and makers from Germany, who made his own bass guitar as he was in search of a particular guitar sound inspired by one of his favorite musicians.
Vectric : Bonjour Eckart, merci de nous accorder cet entretien. Pour commencer, pourriez-vous nous décrire votre configuration ? Quelle machine utilisez-vous et quelle version du logiciel possédez-vous ?
Eckart : Bonjour ! Je possède une BZT PFE1000-PX et le kit de commande Sorotec avec le logiciel Mach3. J’utilise Aspire 11.0, 10.5 et 9.5.
Vectric : Parlez-nous un peu de vous. Quel est votre parcours et comment avez-vous découvert le CNC ?
Eckart : Je suis mécanicien aéronautique de formation et j’ai suivi une année de formation aux fondamentaux du travail des métaux, notamment le fraisage, le tournage, le soudage, le rivetage, le perçage, le limage et l’emboutissage (martelage de l’aluminium dans des moules). C’est grâce à des amis, des connaissances et le modélisme que j’ai découvert la technologie CNC. Dans la compagnie aérienne où je travaillais à la maintenance en ligne, il y avait un atelier d'assemblage de maquettes équipé d'une machine CNC, ce qui m'a permis d'acquérir ma première expérience. Cependant, je n'ai pas vraiment réussi à maîtriser le logiciel utilisé.En raison d'une baisse d'activité dans mon secteur, je me suis mis à mon compte à temps partiel et j'ai acheté ma propre machine CNC pour gagner un peu d'argent grâce au fraisage. Je souhaitais principalement fabriquer des panneaux d'outils (des panneaux muraux comportant les contours des outils à ranger) utilisés dans l'aéronautique, afin qu'aucun outil ne soit oublié à bord lors des réparations ou de la fabrication. J'ai ensuite commencé à proposer ces panneaux à d'autres secteurs.
Comme Aspire permet de générer des vecteurs à partir d'images bitmap et que le processus du dessin au produit fini est très simple, j'ai commencé à utiliser ce logiciel. Actuellement, je fabrique de nombreux produits en série en noyer, chêne et olivier.
Vectric : La fabrication d'une basse est assez complexe. Qu'est-ce qui vous a inspiré pour ce projet ?Eckart: I play in a band that also has a few pieces in Drop - D and a 4-sided bass guitar only goes down to E normally. So I tried a few 5 string bass guitars and wasn’t quite satisfied with the string spacing, so I thought why not do it yourself and try something. I wanted the sound and design of the guitar to be similar to an Ernie Ball Music Man Bongo, but not be a complete copy and reflect my own taste.
I wanted the 3D elements on both sides of the body and didn’t want the bass to be too heavy (I’m not getting any younger!) I had previously looked at a few projects by Alex Navarro, rebuilding the jazz bass in a slightly different way and had already made a few handmade basses.
Vectric: Ahh Alex Navarro… another Vectric user! What wood/material did you use for this project? Did you have to treat or prepare it in any way and where did you source your materials from?Eckart: The body consists of 2 alder boards, which were glued together and then dressed with the CNC milling machine.
The neck and the fretboard are made of maple, in which 2 carbon rods are installed in addition to the neck rod (Trussrod). The neck was also dressed with the CNC machine. I got the fretboard planed to thickness from BassParts.de. I bought the wood for the body and neck from the wood dealer Cropp in Hamburg-Harburg. The hardware comes from Rockinger Guitars, Thomann and the pickups are from Haeussel.
Vectric: Guide us through your design process. Did you sketch your design first? What tools/features in the software helped you design your project?Eckart : J'ai modélisé la basse sans croquis dans Aspire. J'ai utilisé une image bitmap de la basse Bongo comme modèle (pour la forme de base), car je savais que la basse devait avoir une forme circulaire assez arrondie. J'ai ensuite testé différentes formes de corps jusqu'à obtenir un résultat satisfaisant. Le manche et le chevalet ont été modélisés à l'échelle 864 mm, servant de base à la construction à partir des côtés dessinés.
Comme je souhaitais donner au corps des éléments 3D des deux côtés, j'ai exploré différentes options et opté pour la plus simple. Une courbe unidirectionnelle a été appliquée aux bords extérieurs du corps, avec un évasement au niveau des cornes, puis le centre a été rempli et ajusté au contour. La structure 3D mesure 22 mm de haut et repose sur une plaque de base de 22 mm de haut. J'ai utilisé la même construction pour le dos. Le corps mesure ainsi 44 mm de haut.Afin d'améliorer l'esthétique des cornes, j'ai ajouté des phases d'entrée et de sortie, obtenues grâce à une fraise en V à profondeur fixe, en déplaçant une trajectoire d'outil de contour. Le chevalet étant proche du bord, un bloc a dû être fabriqué pour compenser les courbes à cet endroit. Le compartiment électronique, couvercle compris, a été découpé dans le modèle 3D du corps et également fraisé en 3D.
Pour tester le positionnement des micros, un corps en MDF avec micros mobiles a été réalisé. (Pour information, une guitare en MDF sonne plutôt bien !) L'électronique a ensuite été vissée sur une plaque en plastique fixée au corps en MDF afin de tester les différentes options de commutation. J'ai ainsi pu déterminer l'emplacement et les dimensions des commutateurs, des potentiomètres et des micros.Pour le manche et la touche, j'ai utilisé l'outil de trajectoire de contrôle pour les formes 3D de base. La transition entre la tête et le corps du manche s'est avérée un peu complexe, et j'ai finalement opté pour une solution simple : une plaque de base de 26 mm au niveau de la tête et du corps, et quasiment 0 mm au niveau du manche, avec des transitions arrondies. J'ai réalisé cela avec l'outil de balayage à deux rails. J'y ai ajouté la forme de base du manche, puis je l'ai découpée en couches avec l'outil de découpe 3D, en ne conservant que la couche inférieure.
Vectric : Quelles stratégies de trajectoire d'outil avez-vous utilisées pour ce projet et pourquoi ? Pouvez-vous détailler les outils utilisés ? Les vitesses d'avance et de coupe ?
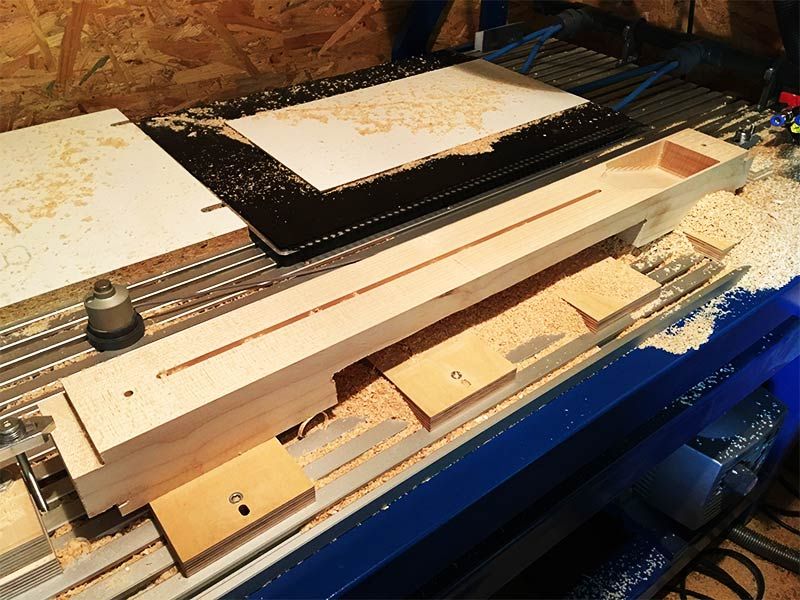
Eckart : J'ai utilisé de nombreuses trajectoires d'ébauche et de finition 3D, ainsi que des trajectoires de contour, de poche et de perçage. Les trajectoires d'ébauche et de finition sont créées à partir de vecteurs sélectionnés.Tout d'abord, les planches du corps sont rectifiées latéralement au niveau du collage (trajectoire d'outil de contour), puis, après collage, rectifiées à l'épaisseur voulue (trajectoire d'outil de poche angulaire). Selon l'état des planches, j'utilise des fraises de 6, 8, 12 et 20 mm, de préférence à arêtes de coupe droites, pour la rectification. Le corps est tendu sur des supports à ventouses à bords en caoutchouc pour la rectification, car ceux-ci compensent les irrégularités et permettent également de maintenir le bois déformé.The neck is stretched on wooden blocks, which are screwed to a fixed position on the T-slot table and dressed with a 20mm end mill. Then the pockets for the truss rod and the alignment holes for turning the neck and gluing the fretboard are milled with the appropriate cutters. After inserting the carbon rods and the truss rod, the fingerboard is glued on. Then I roughed the head with a 6mm end mill 3D and finished it with the fretboard. The fret markings, the groove for the saddle and the pockets for the machine heads are milled followed by the slots for the frets, using a 0.6 mm end mill.
The feed for the 0.6mm cutter is 1/2 cutter diameter to avoid any clogging of the cutter. The router follows the 3D model of the fretboard. After that, I turned the neck around to mill the back. Here I took 6mm end mill for roughing (Z-plane one after the other in the Y-direction) and 6mm ball cutter for finishing (raster 33°) and at the end, the contour is milled with the 6mm end mill.I then used the same 6mm mill, the body was roughened (Z-plane one after the other in the X direction), the electronics compartment, (which is also designed in 3D), as well as the pickups, neck recording pocket and the alignment holes. For finishing (contour mode) I used a 12.7mm ball nose cutter, because the bridge body transition is then more homogeneous and this was only achieved by choosing the milling cutter.
A 12.7 mm 90° V-bit router was used for the body phases. 3.175mm and 2mm routers were used for switch and screw holes, as well as for milling out the neck bolt-on. Finally, the contour was milled again with a 6mm end mill. The electronic compartment cover has been roughed and finished from 2 sides in 3D with a 6mm end mill.I adjusted the feeds and speeds of the tools to a chip size of 0.05-0.066mm depending on the wood. The milling depth for end mills can be up to the diameter of the router provided the spindle can handle it. For plunging, I take half of the feed if no plunging ramp is taken. I use Conventional milling for the toolpaths when working with wood.
The 6mm end mill (Sorotec) with 2 cutting edges is my standard milling cutter. Depending on the task, I use straight and spiral milling cutters.
The cutters and settings used:
6mm end mill (18000 rpm, 2400mm/min, with 24000 rpm to 3200mm/min)
6mm ball nose cutter with 2 blades (24000 rpm, up to 4200mm/min with 2.3mm feed)
12.7mm ball nose cutter from CMT with 2 cutting edges for finishing (12000 rpm 1250mm/min)
12.7mm 90° V-Bit from CMT (18000 rpm, 1800mm/min)
3.175mm end mill (18000 rpm, 2000mm/min)
2mm end mill from Sorotec (18000 rpm, 2400mm/min for the corners of the neck attachment)Fraise de 0,6 mm avec surfaçage de 0,3 mm pour les rainures de la touche (30 000 tr/min, 2 400 mm/min)
Fraise de 12 à 20 mm de CMT pour le dressage, avec arêtes de coupe droites et faible avance de 1 à 2 mm.
Vectric : Waouh, merci pour cette explication détaillée ! Comme nous l’avons dit, la fabrication d’une guitare est un projet complexe, et cela met vraiment en évidence le niveau de détail à prendre en compte avant de se lancer. Alors, comment avez-vous réalisé votre projet ? Ponçage aux électrodes, peinture, décapage, etc. Quels outils et produits avez-vous utilisés ?Eckart : Normalement, j'utilise toujours de la gomme-laque pour les guitares, mais je n'aimais pas le résultat sur le corps, car le bois est un peu trop tendre et la laque était trop brillante. J'ai donc essuyé la gomme-laque avec de l'alcool à brûler, puis j'ai appliqué la peinture en aérosol Clou Nitrolack. Elle offre un fini velouté, sèche rapidement et est très résistante. J'ai utilisé une bombe aérosol pour l'application, car c'est facile et le résultat est uniforme. Cependant, le port d'une protection respiratoire, comme un masque, est indispensable pour appliquer ce vernis.
Pour le manche et la touche, j'ai de nouveau utilisé de la gomme-laque, car l'érable est déjà suffisamment dur et la gomme-laque offre une bonne prise en main naturelle. La gomme-laque est diluée avec de l'alcool, enveloppée dans un chiffon de lin imbibé de coton, puis polie. Le compartiment électronique et les cavités des micros sont recouverts d'une laque graphite pour les blinder.
Vectric : Qu'est-ce qui a bien fonctionné sur ce projet et que feriez-vous différemment la prochaine fois ?Eckart : La construction du manche avec l'outil d'archet à deux pistes pour la touche, la forme de base du manche et l'utilisation de plaques de base comme niveau pour les transitions entre la tête et le manche, et entre le manche et la fixation au corps. Les nouvelles fonctionnalités de découpage des modèles 3D dans Aspire 11 faciliteront la réalisation de ce type de projet la prochaine fois.
Pour le prochain projet de ce genre, j'utiliserai davantage la fonction de notes pour les étapes de travail et les solutions, car je travaille selon le principe de « l'apprentissage par la pratique » et j'essaie généralement plusieurs solutions afin de pouvoir noter la plus efficace. Je dois également optimiser les points de référence sur ma table à vide pour l'usinage du corps des deux côtés.
Vectric : Avez-vous des conseils à partager avec nous et la communauté Vectric ?Eckart: Having a ready-drawn 3D model is all well and good, but sometimes selecting the right toolpath option and tool is faster and easier to produce the desired model. The radius of the fretboard, planed to thickness and glued on, is milled to oversize in width, so that an edge remains around the neck, which is used to stretch out the back.
In certain areas, 3D finishing is also possible with an end mill and little grinding effort, in order to avoid frequent tool changes. For example, the fretboard and the electronics compartment cover only have a slight curvature. For the fretboard I milled a sanding block with a negative shape of the fretboard. This can also be used later to trim the frets.Je fraise généralement le contour en dernier et laisse une marge de 1 à 3 mm, ce qui me dispense de toute patte de fixation. Pour le col, j'ai utilisé une patte à chaque extrémité. J'emploie différentes méthodes de serrage avec des points de référence fixes sur ma plaque à rainures en T, souvent marqués de trous. Ces trous de référence sont disponibles dans le tableau Mach3. Pour vérifier les trous de référence, j'utilise par exemple une fraise usée dont la pointe est meulée.
Pour vérifier les points de référence, la broche se déplace maintenant aux coordonnées X et Y du point de référence sans déplacement sur l'axe Z. Avec l'axe Z, la broche, avec le clavier, est brièvement amenée au-dessus du trou et la fraise usée est insérée manuellement dans le trou ; si elle s'y insère, tout est correct. La fraise est serrée uniquement par friction au niveau de la broche, de sorte que le mouvement n'est possible que dans la direction de l'axe Z, et ce, manuellement.J'ai utilisé cette méthode pour le corps, fixé sur la table à vide, afin d'assurer un point de référence précis. La table à vide comporte un trou tous les 10 mm et la broche de référence avait une certaine marge de manœuvre. La broche est bien sûr arrêtée pendant cette opération. J'ai un emplacement fixe pour le capteur de longueur, car la plupart du temps, je fraise en utilisant le banc de la machine comme référence Z.
Vectric : Enfin, Eckart, nous tenons à vous remercier pour votre temps et pour nous avoir expliqué les subtilités de ce formidable projet. Quels sont vos projets futurs ? Avez-vous un site web ou des comptes sur les réseaux sociaux où notre communauté peut vous retrouver ?
Eckart : C'est un plaisir ! J'aimerais fabriquer une basse à manche continu et transformer cette basse 5 cordes en basse 4 cordes. Je travaille déjà sur une guitare Les Paul, ainsi que sur un caisson étanche pour un posemètre. J'ai aussi un plafonnier, un modèle réduit d'avion et quelques projets laser. Je n'utilise pas les réseaux sociaux, mais mon site web est www.ich-fräs-das.de












Vectric Ltd
Precision House
2 Arden Road
Alcester
B49 6HN
Immatriculée en Angleterre sous le numéro 05382596
Immatriculation à la TVA GB115123072
Politique de confidentialité |
Politique relative aux cookies |
Termes et conditions


